- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

У дома > Продукти > Фрезова машина за пробиване и резба > CNC пробивна нарезна машина > CNC фреза за пробиване с резба с 4-та ос









CNC фреза за пробиване с резба с 4-та ос
Yueli, професионален производител и доставчик в Китай, представя фрезовата машина за пробиване и резба с ЦПУ с 4-та ос, фабрично решение, предназначено за прецизна метална обработка, повишаваща производителността, точността и ефективността на разходите.
Изпратете запитване
Описание на продукта
Като доверен водещ китайски производител, CNC машината за фреза за пробиване и нарязване на резби на Yueli с 4-та ос е проектирана да доставя високопрецизна, многопроцесна обработка на метал. Това усъвършенствано решение интегрира функциите за пробиване, нарязване и фрезоване със система от 4-та ос, като помага на производителите да подобрят производителността, да намалят разходите за труд и да постигнат постоянна точност на обработка на сложни компоненти.
Какво представлява тази машина?
CNC фрезата за пробиване и нарязване на резби с 4-та ос е високоефективно многофункционално решение за обработка, предназначено за операции по пробиване, нарязване на резби и фрезоване на различни
Основни характеристики и предимства
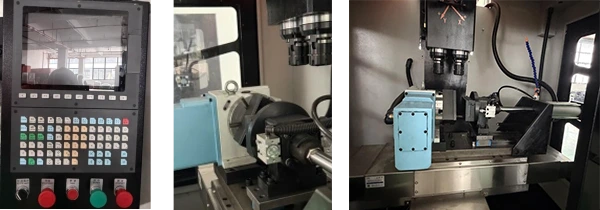
Усъвършенствана CNC система за управление
· Базирана в Тайван CNC система с интуитивен сензорен интерфейс
· Лесно програмиране и бърза крива на обучение
· Стабилна работа за продължителна промишлена употреба
Възможност за многофункционална обработка
· Поддържа пробиване, нарязване и фрезоване по двете оси
· Твърдо нарязване, активирано от 5,5 KW серво мотор на шпиндела
· Променлив контрол на скоростта (0–3000 r/min) за гъвкава обработка
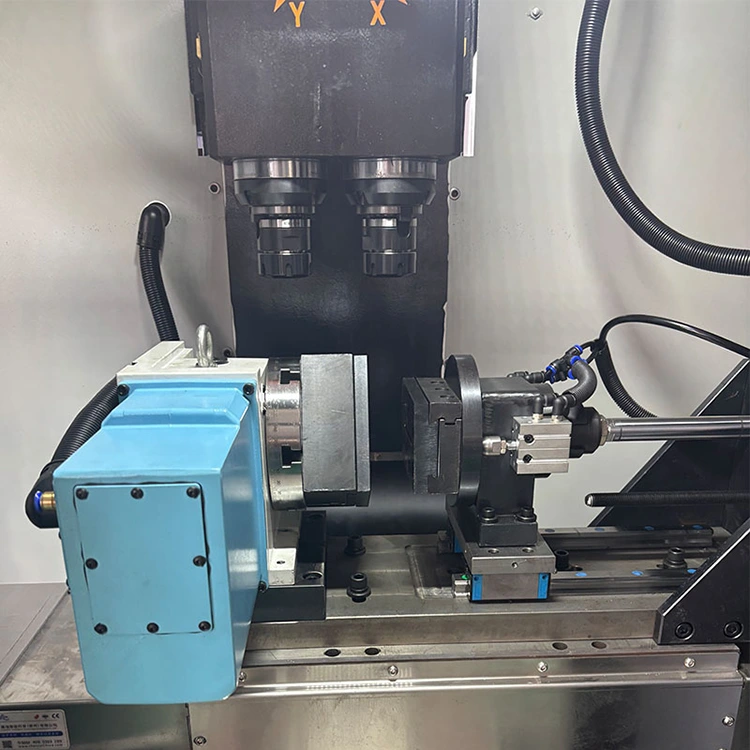
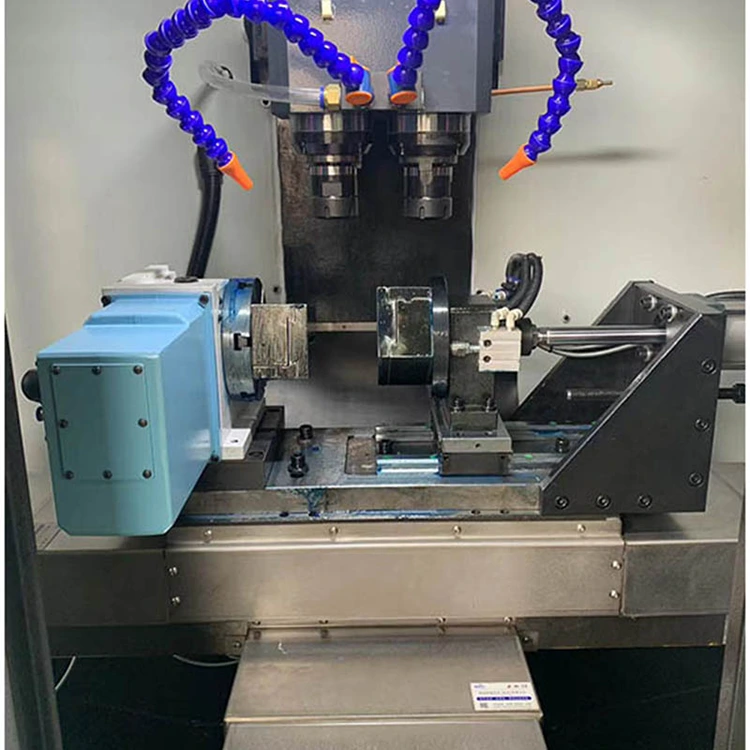
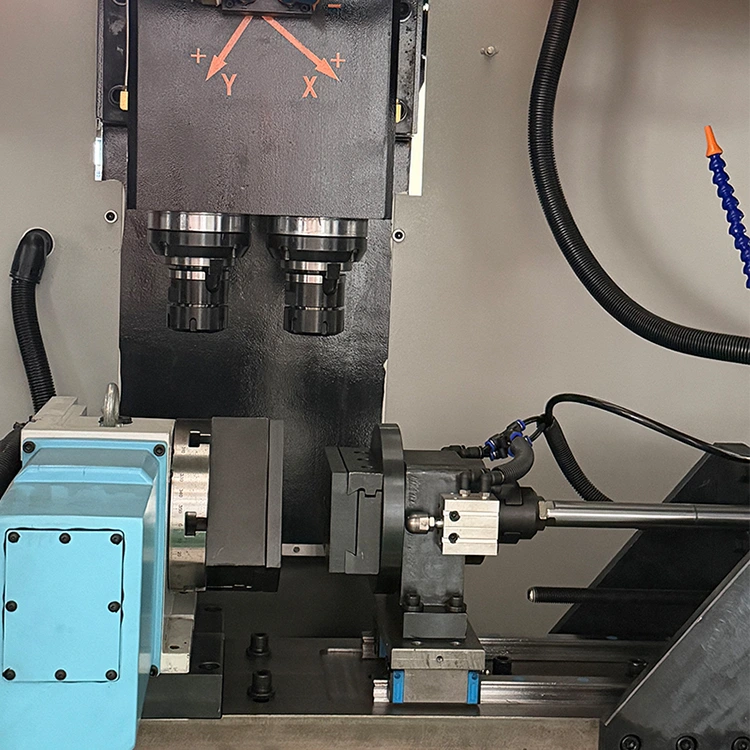
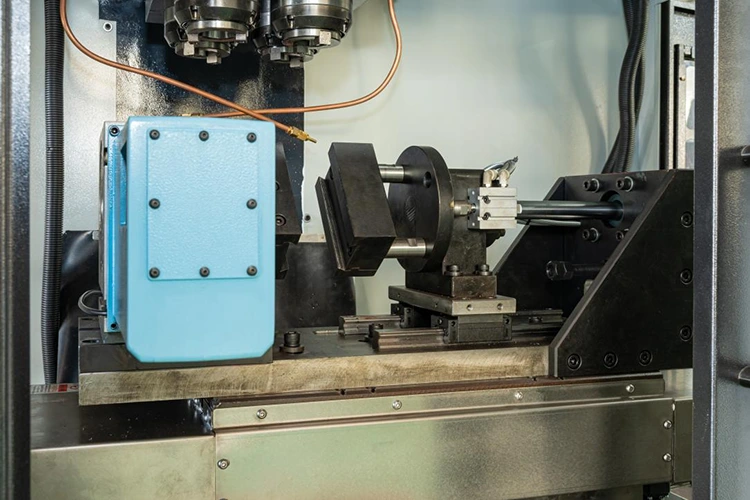
Интеграция на 4-та ос
· Позволява многоъглова и многоповърхностна обработка
· Подобрява производителността чрез намаляване на времето за препозициониране
· Висока точност на индексиране и повторяемост
Висока прецизност и стабилност
· Сферичните винтове и линейните водачи осигуряват плавно движение
· Повтарящата се точност на позициониране отговаря на строгите стандарти за толерантност
· Здравата структура поддържа стабилна производителност на рязане
Индустриални компоненти
· Линейни релси HIWIN и премиум сферични винтове
· Внесени пневматични компоненти за надеждност
· Напълно затворена защита за чисто и безопасно работно пространство
Схематичен чертеж на оборудването

Технически параметри
|
|
Име и спецификации |
50-Series 2-Axis Linear Guide |
|
Спецификации |
|
ZSK 520 |
|
Макс. Ход по оста X (водещ винт) (mm) |
400 мм |
|
|
Макс. Ход по Y-ос (водещ винт) (mm) |
280 мм |
|
|
Диаметър на втулката на шпиндела (mm) |
105 мм |
|
|
Конус на шпиндела |
BT40 |
|
|
Z1/Z2/Макс. Ход (mm) |
110 мм |
|
|
Разстояние между центъра на шпиндела (mm) |
120 мм или 240 мм (по избор) |
|
|
Лице на шпиндела към повърхността на масата (mm) |
250/500мм |
|
|
Централна линия на шпиндела към водеща повърхност на леглото (mm) |
250 |
|
|
Макс. Диаметър на пробиване (mm) |
50 мм |
|
|
Макс. Диаметър на нарязване (mm) |
50 мм |
|
|
Скорост на шпиндела (r/min) |
0-3000 об/мин |
|
|
Мощност на двигателя на шпиндела (kW) |
5.5KW |
|
|
Габаритни размери (Д×Ш×В): |
1700*1850*2250 |
|
|
Нетно тегло на машината (кг) |
1600КГ |
|
Основна конфигурация
|
НЕ |
Име |
Конфигурация |
Количество |
Забележки |
|
|
1 |
CNC система |
Тайван Иту |
1 единица |
|
|
|
2 |
Серво мотор |
Иту |
4 единици |
2x спирачни мотора |
|
|
3 |
Шпиндел серво |
Хуахонг |
1 единица |
5,5 kW |
|
|
4 |
Електрически компоненти |
Гуобяо |
1 комплект |
|
|
|
6 |
Сачмен винт |
Дингхан |
3 пръчки |
Стъпка: Z-ос 10 mm; X/Y-оси 16 мм |
|
|
7 |
Резервоар за охлаждаща течност |
|
1 комплект |
|
|
|
8 |
Линеен водач |
HIWIN |
6 броя |
|
|
|
10 |
Система за отстраняване на чипове |
Тайван Иту |
1 |
Автоматичен транспортьор за стружки |
|
4-та ос
|
не |
Име на параметъра |
Спецификации |
Забележки |
|
1 |
Височина на центъра на 4-та ос |
135 мм |
|
|
2 |
Диаметър на лицевата плоча |
150 мм |
|
|
3 |
T-слотове на лицевата плоча |
4-12 |
|
|
4 |
Коефициент на намаляване |
1:36 |
|
|
5 |
Макс. Скорост на въртене |
80 об./мин |
|
|
6 |
Допустим въртящ момент на рязане |
35 кг/м |
|
|
7 |
Натиск при затягане |
20 кг/㎡ |
|
|
8 |
Момент на затягане |
35 кг/м |
|
|
9 |
Точност на индексиране |
20 сек |
|
|
10 |
Повторяемост |
4 сек |
|
|
11 |
Допустимо натоварване |
140 кг |
|
Приложение на продукта
Фрезовата машина за пробиване с CNC пробиване с 4-та ос се използва широко в:
· Производство на ВиК и санитарен обков
· Компоненти за противопожарен клапан и контрол на течността
· Автомобилни и мотоциклетни части
· Хардуер за домакински уреди
· Аерокосмическо и прецизно инженерство



Процес и производство
1. Чугунът се подлага на закаляване при висока температура и повече от шест месеца обработка на стареене.
2. Строги процеси на сглобяване (сглобяване на линейна направляваща релса, сглобяване на сачмен винт, сглобяване на лагери и др.).

3. Отлични техники за изстъргване (изстъргване на основата на двигателя, изстъргване на челната повърхност на шпиндела, изстъргване на повърхността за монтаж на колона).

4. Научно производство и производство с напълно проследима система за контрол на качеството през целия процес.

Гарантиране на качеството
1. По време на откриването на грешка на наклона праволинейността на линейните водещи релси в двете посоки XX и YY може да бъде измерена едновременно, като се гарантира точността на обработката и сглобяването на всеки компонент на машината. Измерват се действителната точност на позициониране и повторната точност на позициониране на машинния инструмент.
2. Извършете проверка на цялата машина на перпендикулярността на шпиндела и плоскостта на работната маса, като гарантирате точност в рамките на 0,01 mm.
3. Извършете проверка на цялата машина на перпендикулярността между водещата релса по Z-ос и работната маса, като гарантирате точност в рамките на 0,01 mm.
4. Извършете проверка на цялата машина на перпендикулярността между водещите релси по оста X и Y, като гарантирате точност в рамките на 0,005 mm.


Горещи маркери: Фреза за пробиване с ЦПУ с 4-та ос, Китай, доставчици, производители, фабрика, цена, качество, оферта
Свързана категория
Машина за автоматично пробиване
CNC пробивна нарезна машина
CNC револверна машина
Ръчна машина за нарязване на пробиване
Машина със специално предназначение
Изпратете запитване
Моля, не се колебайте да изпратите вашето запитване във формата по-долу. Ще ви отговорим до 24 часа.